Uspešna alternativa tradicionalnim jeklenim cevem so tehnološki izdelki iz kovine-plastike. Posebno priljubljen je bil v vodovodni industriji. Plastika se uporablja pri montaži in popravljanju tlačnih komunikacij, breztlačnih vezij za oskrbo s toplo in hladno vodo, pa tudi za ogrevalne sisteme.
Pri tvorbi spojin se uporablja preprosta in cenovno ugodna metoda - stiskanje kovinsko-plastičnih cevi. Povedali vam bomo, kako poteka to delo, kakšno orodje bo neodvisni vodovodar potreboval za gradnjo ali obnovo sistemov. Naša priporočila bodo pripomogla k doseganju najvišjega kakovostnega rezultata.
Krimping: pojem v širšem smislu
Sam koncept „stiskanja“, ki se uporablja za kovinsko-plastične rokave, je treba obravnavati v širšem pomenu besede. Za krmarjenje se na primer pogosto misli, da pomeni standardne preskuse, ki se izvajajo hidravlično ali pnevmatsko.
Toda sodobna praksa kaže, da se izraz "stiskanje" tudi povsem logično približa postopku priključitve okovja in kovinsko-plastične cevi. Ta vrsta povezave se izvaja s tehnologijo stiskanja s pomočjo posebnega orodja (klešče za stiskanje).

Fotografija prikazuje trenutek stiskanja v procesu spajanja kovinsko-plastičnih cevi. V tem primeru je stiskanje mehansko delovanje sile, katerega cilj je doseči tesnost zanesljive povezave.
Ne glede na uporabljene pogoje in tehnologije, namestitev vodovodne ali druge komunikacije na osnovi plastičnih cevi spremljajo preizkusi tesnosti in trdnosti.

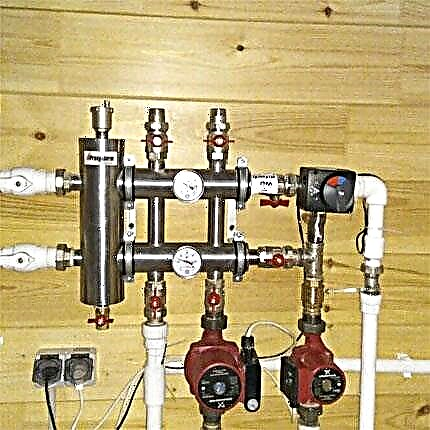
Priključna enota za stiskalno črpalko na vodni sistem na plastičnih ceveh izgleda nekako tako. Na vhodu je nameščen eden od dveh merilnikov regulacijskega tlaka, ki določa tesnost vezja
Običajno se postopek preskusa izvaja hidravlično. Toda možnost pnevmatičnega testiranja ni izključena.
Metode stiskanja kovinske plastike
Hidravlična metoda vključuje polnjenje plastičnih cevi z vodo, čemur sledi povečanje tlaka do nastavljenih vrednosti. Testi lahko vplivajo na celoten nameščen prtljažnik ali samo na njegove posamezne odseke.
Pnevmatska metoda vključuje uporabo stisnjenega zraka namesto vode. Ta metoda stiskanja velja za manj učinkovito in nevarnejšo od hidravlične različice. In ni važno, ali so preizkušene kovinske cevi ali kovinsko-plastične.
Galerija slik
Fotografija s
Gradnja kovinsko-plastičnega cevovoda
Tlačno preskušanje plinske cevi
Plastične cevi v napravi talnega ogrevanja
Plastične cevi v visokih stavbah
Možnost # 1: hidravlična
Postopek se ne razlikuje od standardne različice, ki se uporablja na jeklenih vodovodih. Edina pripomba je, da imajo delovni tlaki za plastične cevi nižje vrednosti od tistih, ki so uporabljeni za kovinske izdelke.
V skladu s tem se preskusni tlak izračuna ob upoštevanju standardnih nastavitev delovnega tlaka za plastiko v skladu s formulo:
Ri = Rrp * 1,5,
V njej je Ri tlak testa; Ррп - delovni tlak plastične cevi.
Temperatura vode v cevovodu je dovoljena znotraj plus vrednosti 5 - 40ºС.
Napredek postopka:
- Pripravite testno mesto (postavite žerjave, čepe).
- Namestite 2 merilnika na različnih točkah na progi.
- Namestite odzračevalnik na zgornji ravni črte.
- Na spodnji ravni črte priključite vodno črpalko.
- Napolnite črto z dovodom vode od spodnje do zgornje ravni.
- Odprite odzračevalnik, da izsesate zrak iz sistema.
Znotraj črte kovinsko-plastičnih cevi je treba pritisk počasi povečevati, ne da bi prišlo do nenadnih skokov. Takšne tlačne pogoje zagotavlja ročna hidravlična stiskalnica.

Hidravlična črpalka se uporablja za preskušanje sestavljenega ali prenovljenega sistema, ki zahteva brezhibno tesnost spojev. Povezave same ne tvorijo črpalke
Dokler tlak ne doseže delovne ravni, je priporočljivo občasno vizualno preveriti območja možnih puščanj.
Običajno so ta spletna mesta:
- povezave med cevjo in cevjo;
- kontaktni vod za cev in priključek;
- namestitvena mesta za pipe in čepe.
Zvišanje tlaka v kovinsko-plastičnih ceveh do vrednosti, ki presega obratovalni parameter za faktor 1,5, je dovoljeno le, če ni ljudi v bližini preskusne črte.
Vzpostavljeni preskusni tlak v cevovodu je treba vzdrževati določen čas. Za oskrbo z vodo iz kovinsko-plastičnih cevi, zasnovanih za delovanje v domačih razmerah, je potrebno pet minutno obdobje izpostavljenosti.
Med sprejeto najnižjo vrednostjo preskusnega časa padec tlaka na mestih namestitve kontrolnih manometrov ni dovoljen. Ko na nadzornih napravah opazimo spremembe v minusu, ta pogoj kaže na nepopolno tesnost sistema.
Treba je razbremeniti pritisk na obratovalno vrednost in skrbno preveriti mesta morebitnih puščanj na celotnem odseku plastičnih cevi. Odkrijte morebitne pomanjkljivosti in ponovite testni postopek.

Na končni stopnji stiskanja kovinsko-plastičnih cevi se črpalka odklopi iz sistema. Odstranjeni so tudi kontrolni merilniki, predhodno nameščeni čepi in čepi.
Preskusi tesnosti so opravljeni, če izpolnjujejo naslednje pogoje:
- vizualno niso odkrili nobenih puščanj;
- brez vidnih zlomov v stenah cevi;
- pet minut ni bilo nobene spremembe pritiska na kontrolnih merilnikih;
- ni vidnih deformacij cevi.
Medtem je treba pojasniti: če čas izpostavljenosti presega pet minutni interval, je dovoljen majhen padec preskusnega tlaka zaradi naravne spremembe temperature vode znotraj kovinsko-plastičnih cevi.
Možnost # 2: pnevmatska
V primeru, da zaradi kakršnega koli razloga ni mogoče izvesti hidravlične stiskalnice, je dovoljena alternativa - pnevmatski test.
Metoda pnevmatskih preskusov se razlikuje po nekoliko drugačnem načinu preverjanja puščanja, na splošno pa praktično ponovi hidravlično metodo. Ta tehnologija se ne uporablja tako pogosto na ceveh, vendar se za krimpanje posameznih naprav, kot so ekspanzijski rezervoarji, kotli, toplotni izmenjevalci itd., Pogosto uporablja.

Priročna majhna in lahka avtomobilska črpalka je povsem primerna za izvajanje pnevmatskih preizkusov sistema za vodno vodo na kovinsko-plastičnih ceveh
Za zaznavanje puščanja pri pnevmatskem testiranju tlaka se praviloma uporablja milna raztopina. Montirana cev se napolni z zrakom pod pritiskom Ri = Ррп * 1,15, mesta morebitnih puščanj pa namakamo z milnico. Izpust zraka je določen z napihovanjem mehurčkov.
Ta tehnika preverjanja vam omogoča, da vizualno zaznate tudi manjše puščanje. Toda inšpektorja je precej težko spremljati puščanja na mestih, ki so težko dostopna za vizualno opazovanje.
Metoda pnevmatskih preskusov je zelo primerna za preizkušanje tesnosti spojev kovinsko-plastičnih cevi z okovjem ali po shemi "cev v cevi". Kadar pa je treba preizkusiti cevovod na trdnost, ta metoda očitno ni najboljša. Tu se je treba sklicevati na testiranje hidravlično.
Kriming kot metoda povezave
Praksa vgradnje kovinsko-plastičnih cevi je opisana z uporabo več metod, primernih za izvedbo vseh vrst povezav:
- spajkanje;
- ključ;
- stiskanje.
Zadnja metoda od teh treh je le stiskanje kovinsko-plastične cevi v območju njene artikulacije z nastavkom.

Povezava elementov kovinsko-plastičnih cevovodov s pomočjo stiskanja moči velja za zanesljivo in trajno. Ta tehnologija hitro pridobiva na priljubljenosti pri vodovodnih instalacijah.
Tehniko takšnega krimenjanja odlikujejo preprosta dejanja, ki so na voljo za izvedbo celo nestrokovnim vodovodarjem. Edina opozorila - delo zahteva tako imenovane stiskalne klešče - posebno orodje, ki ustvarja zanesljivo povezavo za stiskanje.
Na splošno je za izvedbo del s tehniko stiskanja potreben naslednji komplet orodij:
- rezalnik cevi za plastične cevi;
- kalibrator, ekspander, pregrada;
- stiskalne klešče.
Rezalnik cevi naredi enakomeren odrez za določeno velikost, brez deformacije cevi in pod pravim kotom. S kalibratorjem in komoro je konec kovinsko-plastičnega tulca pripravljen za naknadno pregibanje z nastavkom.
Včasih je za delovanje potreben tudi ekspander. Stiskalni vijaki v postopku zasedajo posebno mesto. Prav s tem orodjem je pripravljena spojina stisnjena.
Prirobnice za stiskanje in stiskanje (so tudi navojne) se uporabljajo pri montaži kovinsko-plastičnih cevovodov, koraki njihove namestitve so v veliki meri podobni:
Galerija slik
Fotografija s
Pred namestitvijo stiskalne armature na predvideno mesto je treba pripraviti konektor: razstavimo ga in si zapomnimo, kako ga sestaviti v obratnem vrstnem redu
Odsek cevovoda na območju namestitve poravnamo tako, da je vsaj 10 cm cevi popolnoma enakomerno. Nanesite stiskalno okov in označite mesto rezanja
Glede na pritrjene oznake prerežemo cev tako, da je linija reza jasno pravokotna na os cevi
Ta korak velja samo, če so črte s toplo in hladno vodo položene na razdalji 10 cm ali manj. Na vročo cev položimo toplotno izolativno valovitost, da preprečimo, da bi kondenza izpadla na hladni veji
Umerimo izrezano cev, tj. obdelamo s pomikom, da dobimo pravilno geometrijsko obliko. Z enega roba prekrivamo 1 mm in odstranjujemo tveganja na drugega, pri čemer oblikujemo pravilno zaokroženo konfiguracijo cevi
Na pripravljeno cev namestimo cepilni obroč za tesnjenje povezave in matice
Cev položimo na okov, dokler se ne ustavi. Vzamemo dva ključa: eden drži nastavka, drugi drži matico
Po zgornjem algoritmu namestimo vse kompresijske konektorje, ne da bi pri zategovanju uporabili pretirano silo
1. korak: Priprava stiskalnega okovja za namestitev
2. korak: Označevanje za obrezovanje cevi
3. korak: Odrežite cev, da se prilega fitingu
4. korak: Namestitev izolacije na vejah s toplo vodo
5. korak: Umerjanje kalibracije
6. korak: Namestite O-obroček in matico
7. korak: Zvijanje cevi in fitingov
8. korak: Namestite fitinge po celotni poti
Kako stisniti plastično cev
Postopek stiskanja v zvezi s povezavo kovinsko-plastične cevi z okovjem določa naslednje zaporedje dejanj:
- Rezanje kovinskih cevi po velikosti.
- Izvedite kalibracijo njegovih končnih odsekov.
- Lamela notranjega polmera.
Nato je na koncu cevi nameščen stiskalni tulec.

Elementi, ki sodelujejo v stiskalnem sklepu. Sama stiskanje se izvaja s kleščami za stiskanje. To orodje je na voljo v različnih različicah - ročni in samodejni.
Po teh dejanjih je vgradni del fitinga vstavljen v kovinsko-plastično cev s konca, kjer je nameščena puša. Pritrdilno pušo premaknite čez telo cevi in jo nastavite vzporedno z nastavkom. Tukaj je navodilo za delo s stiskalnimi fitingi pri sestavljanju kovinsko-plastičnega cevovoda, priporočamo, da se seznanite s koristnimi informacijami.
Na površino stičišča namestite stiskalne klešče, dopolnjene z dodatki, ki ustrezajo velikosti premera obdelanega cevovoda. Stisnite ročaje orodja do konca.

Nabor namestitvenih programov, ki vključuje stiskalne klešče in več šob za različne premere plastičnih cevi. Stroški takega kompleta lahko dosežejo do 100 tisoč rubljev. odvisno od blagovne znamke in konfiguracije
Takšna dejanja so značilna za stiskanje z ročnim orodjem. Medtem poleg ročnega stiskanja obstajajo električne, hidravlične, pnevmatske naprave.
Te možnosti oblikovanja se običajno redko uporabljajo v vsakdanjem življenju. Njihov namen je industrijska proizvodnja. Po konfiguraciji se tudi zelo razlikujejo od ročnih modelov.
Pri delu s kleščami je treba opozoriti na nekatere značilnosti. Vedno je dovoljeno le enkratno stiskanje. Če iz nekega razloga prvič ni bilo mogoče izvesti kakovostnega krim, ne poskusite ponoviti dejanja. Okvarjeno stiskanje je treba odstraniti, postopek izvedbe pa je treba najprej izvesti.
Galerija slik
Fotografija s
1. korak: Priprava pritrdilne okovja za namestitev
2. korak: Merilni robovi cevi
3. korak: Stisnite sklopko s kleščami
4. korak: Preverite tesnost stiskalnega spoja
Prednosti in slabosti stiskanja
Če ocenjujemo povezavo kovinsko-plastičnih cevi, narejenih s pomočjo stiskalnih klešč, ne smemo pozabiti na prednosti in slabosti.

Tehnologija stiskanja moči vam omogoča, da ustvarite goste neločljive spoje. Prednost te tehnike je tudi trajnost in zanesljivost ustvarjene povezave.
Tako eni kot drugi določajo pogoje, kjer je ta metoda primerna.
Seznam omenjenih koristi je naslednji:
- ustvari se brez nadzora povezava;
- izračun za visoke delovne tlake;
- visoka mehanska trdnost;
- dolga življenjska doba;
- Enostavna, enostavna in hitra namestitev.
Z vidika obstoječih pomanjkljivosti strokovnjaki določijo tudi nekatere dejavnike in jih običajno povežejo s kriteriji za vzdrževanje ali namestitev:
- ustvari se neločljiva povezava;
- potrebno posebno orodje (pritisnite klešče).
Slaba stran je, da vsaka napaka v stiskanju vse delo zmanjša na nič.

Dela na stiskanju kovinsko-plastične cevi je treba izvesti previdno in previdno. Že najmanjša nenatančnost lahko povzroči neprimerno stiskanje. Nato morate začeti iz nič
Poleg teh pomanjkljivosti lahko dodate visoke stroške glavnega orodja - stiskalnice.
Res je, da ročna prilagoditev domačim pogojem ni tako visoka kot samodejni dizajn. Toda tudi v tem primeru nakup ni donosen, saj je potreba po orodju pravzaprav enkratna.
Iz videoposnetka lahko izveste, kako delati z mehanskimi stiskalnimi kleščami, in sicer kako stisniti okovje iz kovinsko-plastičnih cevi.
Vgradnjo kovinsko-plastičnih cevi s stiskanjem je priporočljivo izvajati v okoljskih pogojih s temperaturo najmanj + 10 ° C. Priporočljivo je, da kupljeni material (cevi) vzdržujete v novih pogojih vsaj 24 ur in šele nato začnete z namestitvijo.
Nameščen vodovodni sistem je treba preskusiti na tesnost in trdnost s hidravličnimi in pnevmatskimi preskusi.
Imate izkušnje z delom s plastičnimi cevmi in z napravo njihovih povezav? Ali poznate tehnološke posebnosti izdelave tega dela, ki niso zajete v članku? Prosimo, napišite komentarje v blok obrazec spodaj, postavite vprašanja, objavite fotografije.