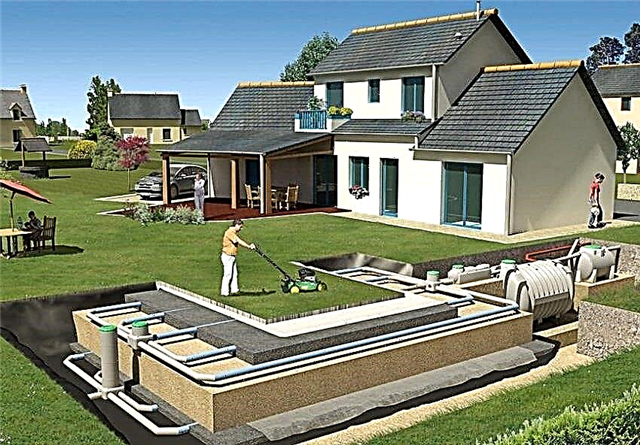
Kljub pojavu na trgu poceni in praktičnih materialov se bakrene cevi še vedno uspešno uporabljajo za sestavljanje notranjega ožičenja ogrevalnih krogov. Toda baker je drag material, zato je treba namestitev bakrenih cevi za ogrevanje opraviti s skrbnim proučevanjem norm in pravil.
Učinkovitost končnega sistema je odvisna od kakovosti opreme in spretnosti izvedbe povezav.
Upoštevajmo značilnosti bakrenih cevovodov za ogrevanje in tehnologijo njihove namestitve.
Razlike v bakrenih ceveh za ogrevanje
Baker ima celo vrsto pozitivnih lastnosti, zahvaljujoč temu, da izstopa od preostalih materialov. Če gradbeni projekt omogoča uporabo tako dragih elementov, morate za notranje ožičenje ogrevalnega sistema kupiti komplet bakrenih cevi in armature v znesku, zajetim v oceno.
Pluzi bakrenih cevovodov:
- sposobnost kovine, da se razširi, vam omogoča enostavno prenašanje visoke temperature hladilne tekočine, nenadnih skokov temperature in celo zamrzovanja vode;
- iz istega razloga baker odlično zdrži padce tlaka v omrežju, pa tudi možno vodno kladivo;
- rdečkasta kovina je odporna na trdo vodo, ki vsebuje nečistoče - apno, klor itd .;
- material nima popolne gladkosti notranjih sten, vendar nizka stopnja hrapavosti ščiti pred nastankom vodnega kamna in ustvarja malo odpornosti proti gibanju hladilne tekočine;
- baker je znan po tem, da se upira razvoju patogenih bakterij in nastanku plesni;
- kombinacija moči in mehkobe vam omogoča, da ustvarite cevovode različnih modelov;
- v nekaterih primerih ogrevalna napeljava opravlja dekorativno funkcijo, čeprav so za dekoracijo prostora priporočljivi varnejši bakreni tokokrogi HVS ali plinovoda.
Da se prepreči odlaganje tujih snovi na cevi in ne zmanjša funkcionalnosti, so na hladilno tekočino postavljene posebne zahteve: voda mora biti čista, filtrirana.
Toda bakrene cevi imajo svoje pomanjkljivosti, katerih glavna težava so visoki stroški. Če vzamemo za primerjavo dvemetrske cevi s premerom 26 mm iz kovinsko-plastične in bakrene, potem bo prva stala 147 rubljev, druga pa - 486 rubljev. Izkaže se, da se bo bakreno ožičenje izšlo več kot 3-krat dražje.

S pomočjo kovinskih cevi za ureditev ogrevalnih krogov ne smemo pozabiti, da se lahko segrejejo do 70-80 ° C in s tem ogrožajo zdravje prebivalcev
Baker je selektiven za druge kovine, zato je treba fitinge izbrati skrbno. Deli iz aluminija, duralumina ali jekla povzročajo elektrokemično reakcijo in hitro korozijo.
Zato običajno uporabljajte bodisi "domače" bakrene konektorje bodisi medenine, bronaste, krom ali niklje. Kositer ali spajka PIC se uporablja samo v postopku spajkanja.
Regulativne zahteve za cevi
Če je baker kot material popolnoma zadovoljen in stroški izdelkov ne motijo, je treba preveriti skladnost vseh komponent sistema z državnimi standardi.

Informacije o standardih za izdelavo cevi najdete v GOST R 52318–2005 "Bakrene cevi ...", ki navaja zahteve za bakrene izdelke za hladno vodo, toplo vodo, oskrbo s plinom, pa tudi za ogrevanje s paro in vodo.
Koristni so tudi dokumenti, ki urejajo namestitev ožičenja - STO NP „AVOK“ 6.3.1–2007 "Cevovodi bakrenih cevi ..." in SP 40–108–2004 "Oblikovanje in namestitev ...". Zahteve za paleto izdelkov, sestavo hladilne tekočine in značilnosti cevi so ločene s posameznimi elementi.
Podatkovne tabele in grafi bodo pomagali pri izbiri prodajalcev. Koristno je gradivo o protikorozijski zaščiti, popravilih in metodah izračuna.
Tehnologije in pravila za namestitev
Za začetek razmislite o splošnih pravilih glede namestitve bakrenih cevovodov. Kot veste, je kovina odličen prevodnik. Če želite zagotoviti zaščito pred potepajočimi tokovi in tudi zmanjšati tveganje za korozijo, lahko uporabite izdelke v polimerni lupini.
Galerija slik
Fotografija s
Možnost uporabe svinčevega spajkalnika
Povezava bakrenih in aluminijastih delov
Uporaba medeninastih fitingov in adapterjev
Kateri radiatorji so najboljši za bakrene sisteme
V zasebni praksi je precej redek, vendar se v industriji sestavljanje cevovodov iz jekla in bakra še vedno uporablja. V tem primeru je priporočljivo, da se jeklo uporablja za dvižne cevi, baker pa za ožičenje, to je, da so jekleni izdelki na prvem mestu glede na pretok hladilne tekočine. Potrebni so magnezijevi priključki.
Izdelke lahko povežete na več načinov, izbira vsakega od njih pa je odvisna od posebne situacije:
- kapilarno spajkanje s spajkalnikom;
- tlačne armature;
- stisnjene armature;
- navojna namestitev.
Slednja metoda se praktično ne uporablja, saj je izgubila svojo pomembnost. Spajkanje in stiskanje se odlikuje po stopnji zahtevnosti, tehniki izvedbe, prisotnosti različnih orodij, vendar sta enako povprašena. Razmislite o treh priljubljenih cevovodnih tehnologijah.
Kako povezati cevi s kapilarnim spajkanjem?
Spajkanje traja dlje, vendar so narejeni spoji trpežni in neprepustni. Najboljša možnost za reševanje vsakodnevnih težav je uporaba mehkega spajkalnika. Delovna temperatura ne presega 250 ° C.
Uporaba lepilne zlitine povečuje trdnost, vendar bo za delo potrebna draga oprema in posebni pogoji, saj postopek spajkanja poteka pri temperaturi več kot 700 ° C.
S pomočjo spajkanja se ustvarijo enodelni spoji, ki se izvajajo bodisi z zvončno metodo ali s pomočjo okovja. S tehnologijo zvonastega tipa je treba en konec cevi razširiti, tako da se med njihovimi stenami, ko se elementi združijo, oblikuje reža širine 0,2-0,3 mm.
Napolnjen je s spajkom, po katerem se ustvari zapečatena povezava. Toda pobližje si oglejte spajkanje z okovjem, ki je najbolj priljubljen med monterji.
Materiali in orodja za delo
Treba je pripraviti bakrene cevi in fitinge, vendar ne na prvi pogled, ampak posebej zasnovane za spajkanje.

Za spajkalne konektorje in adapterje je značilna gladka površina in odsotnost dodatnih utorov, matic, obročev itd. Imajo lahko ravno, kotno, križno obliko - odvisno od namena
Orodja za opravljanje dela:
- plinski gorilnik - dovolj propan;
- razteznilec cevi (kalibrator);
- rezalnik cevi, kot škarje za kovino deformirajo obliko cevi;
- pregrada;
- naprave za čiščenje in poliranje (fini brusni papir, krtače, krpe).
Pri izbiri spajkalnika je bolje, da se zadržujemo na možnosti z kositrno osnovo. Poleg kositra lahko v spajko vsebuje bizmut ali srebro. Ta vrsta je dobra po tem, da je tališče veliko manjše kot pri bakrenih izdelkih.
Preberite več o prodajalcih za spajkanje bakrenih cevi najdete v tem materialu.
V procesu spajkanja bo spajka prevzela tekoče stanje in bo lahko hermetično zapolnila povezovalno vrzel, medtem ko bakreni elementi ne bodo reagirali na visoke temperature.

Poleg spajke je potreben fluks. To je nekakšno mazivo za dele elementov, ki jih je treba usidrati. Fluks previdno nanesemo s čopičem na površino cevi in fitingov
Za udobje inštalacijskega dela lahko uporabite posebno okovje za nizkotemperaturno spajkanje. Razlikujejo se po tem, da imajo na koncih ozek utor, napolnjen s spajkom.
Nizkotemperaturno (mehko) spajkanje je značilno za domače delo, pri proizvodnji pa se uporabljajo visokotemperaturne (trde). Trd videz se uporablja tudi pri povezovanju cevi za klimatizacijo in hladilnih enot.
Opis postopka spajkanja
Baker je lepljiv material, z njim ni težko delati, vendar je, če nimate izkušenj, bolje najprej vaditi na nepotrebnih cevnih odsekih.
Galerija slik
Fotografija s
S pomočjo rezalnika cevi, posebnega orodja, smo rezali elemente. Bolje je izvajati operacije neposredno med namestitvijo, tako da po potrebi prilagodite dolžino
V cev vstavimo prečko in jo zasučemo, dokler ne odstranimo roba, ki je nastal med postopkom rezanja. To je potrebno, da notranjost cevi ne postane ozka
Najprej z isto točko, vendar njeno drugo stranjo, nato pa s finim peskom obdelamo zunanjo stran cevi, tako da ni prask in baker sveti
Za povečanje učinkovitosti spajkanja je treba skrbno očistiti drugi del - vogal, adapter. Primerno orodje je izvijač s šobo iz navadne krtače
Za nanašanje fluksa je primerna navadna ščetka za pisarniški material. Raztopino vzamemo v majhnih delih in na površini cevi porazdelimo tanek sloj
Pripravljen očiščen kotiček se postavi na konec cevi, prekrite s fluksom. Če želite povezavo narediti tesnejšo, privijte cev v kotiček z lahkimi gibi
Preden začnete spajkati, odstranite odvečni tok ali pasto. Za to je koristna navadna krpa. Ko je površina popolnoma očiščena, za udobje del pritrdimo v primež
V eno roko vzamemo spajkalnik, v drugi gorilnik in začnemo previdno spajkati. Po segrevanju cevi postavimo spajkalnik na eno točko, zahvaljujoč se kapilarnemu principu, se bo razširil po celotnem območju
1. korak - rezanje bakrene cevi na segmente dane velikosti
2. korak - odstranjevanje roba s komoro
3. korak - priprava zunanje stene za spajkanje
4. korak - obdelava notranje površine vogala
5. korak - nanašanje fluksa ali paste na konec cevi
6. korak - zvijanje konca cevi v vogal
7. korak - čiščenje križišča z krpo
8. korak - postopek mehkega spajkanja
Priključek je treba pustiti, da se ohladi, nato pa priključek temeljito sperite s čisto vodo. Če ostankov spajke ne odstranite, bodo sčasoma izzvali korozijo. Ne priporočamo, da pospešite proces hlajenja s hladnim zrakom ali vodo, v naravnih pogojih se spojina hladi 7-10 minut.
Priporočamo tudi, da preberete navodila po korakih za spajkanje bakrenih cevi. Preberite več - preberite dalje.
Varnostni ukrepi
Spajkanje je, za razliko od načinov spajanja, nevaren dogodek, med katerim je treba uporabljati zaščitno opremo. Poleg delovnih oblačil iz gostega materiala je potrebno nositi rokavice, pa tudi očala s posebnimi očali ali plastiko.

Manipulacije z gorilnikom zahtevajo pozornost, natančnost in strokovnost. Orodje mora biti uporabno in gorivo mora biti v sestavi. Bolje uporabljati naprave s priročnim piezo vžigom
Nekatere vrste prodajalcev vsebujejo fluor in kadmij, in ko se fluks segreje, se sproščajo tudi škodljive spojine, zato je v času delovanja potrebno držati okno odprto.
Navodila za vgradnjo s fitingi
Obstajata dve vrsti pritrdilnih armatur - tako imenovano stiskanje in stiskanje. Ustvarjajo popolnoma drugačne povezave, zato se pred začetkom dela odločite, katere povezave želite videti: enodelne ali pogojno snemljive.
Stiskalni elementi so podobni spajkalnim okovom, vendar imajo na robovih plitve vdolbine s tesnili. S posebnimi stiskalnimi kleščami, ki imajo nabor šob različnih premerov, se izvede stiskanje.
Posledično ustvari tesno enodelno povezavo, ki je ni mogoče popraviti, v primeru nesreče pa jo je mogoče zamenjati le.

V trgovini lahko vidite podrobnosti, ki so na prvi pogled enake, vendar se razlikujejo po lastnostih (sestava, debelina stene itd.). Ogrevalne armature, označene z zeleno
S stiskanjem se ustvari močna, zanesljiva povezava delov, hkrati pa se ohrani geometrija cevi in ne deformira povezovalnih elementov. Stiskanje "mehkih" bakrenih izdelkov je niansa: pred operacijo je znotraj cevi vstavljen podporni tulec, ki se upira deformaciji skladnega materiala
Postopek stiskanja je preprost in ne traja veliko časa. Iz orodja potrebujete standardni set za rezanje in obdelavo cevi, pa tudi stiskalne čeljusti s pravo šobo.
Galerija slik
Fotografija s
1. korak - Izbira medenine ali bakra
2. korak - povezovanje bakrene cevi in fitinga (kot, prečni kos, adapter)
3. korak - Označevanje namestitvene lokacije
4. korak - stiskanje s posebnimi kleščami
Stiskanje velja za zanesljivo metodo. Če nameravate izolirati bakrene cevi, potem lahko uporabite izolacijske cevi, ki jih je enostavno nositi tudi na ukrivljenih konstrukcijah. Po stiskanju lahko dokončano ogrevalno omrežje zamaskirate v strobe, prekrite z okrasnim okrasnim plaščem in prelijete s estrihom.
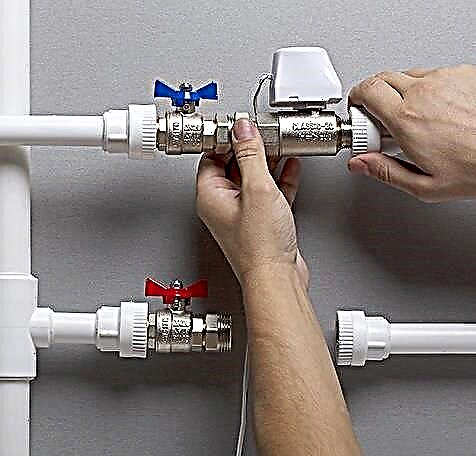
Druga vrsta okovja je stiskanje. Razlikujejo se v postopku načrtovanja in namestitve.

Kompresorska okovja za bakrene cevi je montažna naprava, sestavljena iz treh delov: medeninasto ali bakreno telo, stiskalni obroč, imenovan tudi vijak, in matica
Postopek stiskanja je naslednji:
- matica se sprosti na pripravljeni konec cevi;
- potem se natakne nosilec;
- Nazadnje je prilegajoče telo postavljeno na vso pot;
- matico privijte ročno z navojem, medtem ko pritisnete cepilni obroč;
- povezavo dosežemo z nastavljivim ali nastavljivim ključem.
Med stiskanjem stiskalnega obroča rezalni obroč tesno oprime cev in tako ustvari močan in tesen spoj. Matica se lahko sčasoma odlepi, zato je treba cevovode s tovrstno namestitvijo redno servisirati.
Priključki so pogojno snemljivi, saj jih je mogoče razstaviti, po potrebi pa bo treba odstraniti fragment z vpetim obročem in namestiti novo okovje.
Glede na lokacijo cevovoda, premer izdelkov in pogoje namestitve lahko izberete eno ali drugo metodo. Uporabni nasveti o njihovi uporabi so predstavljeni v naslednjih videoposnetkih.
Priporočila za stiskanje cevi majhnega in velikega premera:
Kako spajkati:
Pregled vseh vrst okovja:
Odtenki spajkanja - praktična uporaba:
Vsak način povezovanja cevi ima svoje značilnosti, ki jih je treba upoštevati v fazi načrtovanja. Tehnologije stiskanja veljajo za enostavnejše, spajkanje pa zahteva izkušnje in strokovno znanje.
Če se vam samo sestavljanje cevovoda zdi zapleteno, priporočamo, da povabite strokovnjaka k asistentom in pod njegovim vodstvom namestite ogrevalno omrežje iz bakrenih cevi.
Če imate potrebne izkušnje in znanje pri nameščanju bakrenih cevovodov, jih delite z našimi bralci. Morda poznate nekaj posebnosti namestitve, ki jih v tem članku nismo omenili? Prosimo, pustite svoje komentarje v spodnjem polju.